一、前言
随着钢铁企业的日益发展,高炉制安也有了很大的改进,与之相配套的设备也在不断地更新,我主要介绍一下数控切割机床在高炉炉壳制作中的运用,传统的高炉炉壳制作主要由铆工进行炉壳放样,用半自动切割机进行下料;水冷壁的开孔,主要是由钳工在炉壳组对安装完之后进行。用数控切割机床则可以把炉壳下料工作和水冷壁开孔工作一次性完成,相比以往的制作工艺来说极大的节省人工成本,并成倍的缩短了加工工期,并且比人工下料开孔要更加精确。
二、工程概况
(1) 建设单位: 有限责任公司
(2) 工程名称: 5#高炉大修工程
(3) 设计单位: 公司设计所
(4) 工程建设地点:炼铁厂厂区内
(5) 合同造价:约1000万元。
三、主要设备的特点和技术指标
3.1. 主要加工设备为 数控切割机床。
3.2. 数控切割机床的系统特点:
1) 45种常用图形库,可选择设置片尺寸和孔尺寸。
2) 图形可矩阵排列、交互排列、叠式排列。
3) 工件原始尺寸和带割缝尺寸同时进行显示。
4) 图形钢板校正,任意钢板边可做为校正边。
5) 动/静态加工图形显示,图形放大/缩小,放大状态下动态跟踪切割点。
3.3. 数控切割机床的技术指标:
1) 控制轴数:2轴联动
2) 控制精度:±0.001mm
3) 坐标范围:±99999.99mm
4) ***大脉冲频率:200KHz;***高运行速度:15米/分钟
5) ***大程序行数:15万行
6) ***大单个程序:4M
7) 时间类分辨率:10ms
8) 系统工作电源:DC+24V直流电源输入
9) 系统工作环境:温度-10℃至+60℃;相对湿度0-95%无凝结。
四、主要施工方法与技术措施
4.1. 施工工艺流程
炉壳下料和水冷壁开孔放样计算 CAD制图 数控切割机编程 数控切割机下料切割。
4.2. 主要施工方法
1) 炉壳下料和水冷壁开孔放样计算
① 炉壳下料计算首先要确认用炉壳中径进行下料计算,对于炉壳的展开图形要了解,例如锥台展开的平面图形是扇形,圆柱体展开的平面图形是长方形,知道了这些***可以进行计算,因为CAD制图画扇形需要炉壳展开扇形的大小半径,还有弧长所对应的圆心角即可,所以无需在把扇形进行等分进行样板制作。
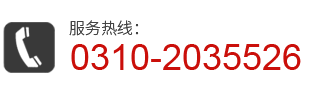
② 炉壳如果是圆柱体只要知道圆柱体的高和底圆周长***能求出展开长方形的长和宽,这里不予以详细介绍,主要说一下锥台展开,首先要找到图纸给出的大圆半径r1和小圆半径r2还有母线长L,如下图:
需要求出炉壳扇形展开半径R2公式如下:
R2=r1+15/Tan(a)+20/Sin(a)+炉壳厚度的一半
说明:20是指水冷螺栓孔的凸台厚度,15 指定是水冷壁之间间隙的一半。
c)开孔的位置确定要搞清楚什么数值是不变的,首先孔的圆心到上圆的距离没有变化,不过因为水冷壁之间有30间隙和水冷螺栓孔凸台厚度的存在,所以计算距离时应该加上15/Sin(a)和20/Tan(a),然后在展开图形中开孔距中心的距离应该是弧长,因为是锥台的原因所以计算弧长时应该是用孔的所在水平圆的半径计算出的弧长。
d)因为螺栓需要垂直炉壳,水管需要垂直炫长,所以螺栓开孔需要用水冷壁的水平圆半径计算出弧长对应的圆心角,水管则是用炉壳的水平圆半径计算出弧长对应的圆心角。
e)开孔一般选择螺栓直径或水管套管直径的1.3~1.4倍。
2)CAD制图
a)把所有需要的数据计算完毕后,***可以进行CAD制图了,需要注意***是计算孔的垂直距离是根据什么确定的,是孔的圆心到上圆还是下圆的距离,根据上圆计算***要从上圆量出数据,根据下圆计算***要从下圆量出数据,位置不能搞混。
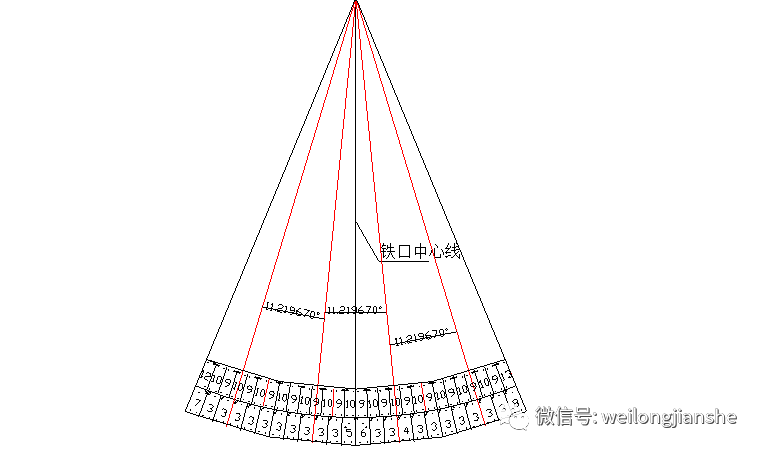
b)把所有水冷壁和炉壳的样板画好之后,在炉壳样板上把水冷壁进行排版,根据炉壳分块的数值进行分份。红线为分份线,水冷壁排版时以铁口中心线向两边排版,如下图:
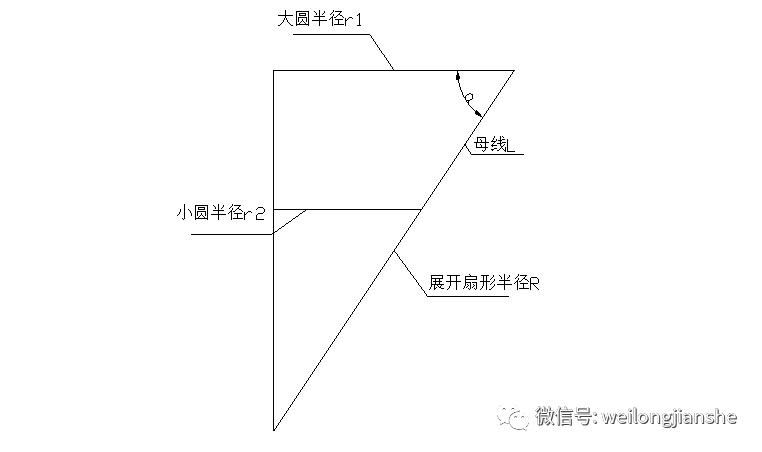
需要求出炉壳扇形展开半径R2公式如下:
R2=r1+15/Tan(a)+20/Sin(a)+炉壳厚度的一半
说明:20是指水冷螺栓孔的凸台厚度,15 指定是水冷壁之间间隙的一半。
c)开孔的位置确定要搞清楚什么数值是不变的,首先孔的圆心到上圆的距离没有变化,不过因为水冷壁之间有30间隙和水冷螺栓孔凸台厚度的存在,所以计算距离时应该加上15/Sin(a)和20/Tan(a),然后在展开图形中开孔距中心的距离应该是弧长,因为是锥台的原因所以计算弧长时应该是用孔的所在水平圆的半径计算出的弧长。
d)因为螺栓需要垂直炉壳,水管需要垂直炫长,所以螺栓开孔需要用水冷壁的水平圆半径计算出弧长对应的圆心角,水管则是用炉壳的水平圆半径计算出弧长对应的圆心角。
e)开孔一般选择螺栓直径或水管套管直径的1.3~1.4倍。
2)CAD制图
a)把所有需要的数据计算完毕后,***可以进行CAD制图了,需要注意***是计算孔的垂直距离是根据什么确定的,是孔的圆心到上圆还是下圆的距离,根据上圆计算***要从上圆量出数据,根据下圆计算***要从下圆量出数据,位置不能搞混。
b)把所有水冷壁和炉壳的样板画好之后,在炉壳样板上把水冷壁进行排版,根据炉壳分块的数值进行分份。红线为分份线,水冷壁排版时以铁口中心线向两边排版,如下图:
抠取其中四分之一份,为数控切割机编程提供图形。同时记住要加上卷板所需要的压头量,一般是两头取400mm。
3)数控切割机编程
在CAD上把图形全部画好之后,调取所需图形,通过数控切割机编程软件进行编程。
4)数控切割机下料切割
编程完毕后,把程序通过U盘输入到数控切割机里,***可以开始下料切割了,***次下料切割完毕后,发现宽度比所需宽度小了2mm,通过在CAD制图中分别把两边加大1mm,问题得到解决,后又发现下完料得炉壳测量对角线不同,差距在6~8mm之间,一般是所需数据要大,这是数控切割机脉冲频率和热变形造成,不能通过图形变化得到解决,所以要求工人齐头时要自己测量齐头。
五、人工成本和制作工期对比
|
加工方法
|
未使用数控切割机
|
使用数控切割机
|
|
人工成本
|
铆工
|
钳工
|
气焊工
|
起重工
|
其它
|
合计
|
起重工
|
操作工
|
其它
|
合计
|
|
2
|
1
|
8
|
2
|
2
|
15
|
1
|
1
|
1
|
3
|
|
制作工期
|
14天
|
7天
|
六、结束语
炉壳制安工艺已经趋于成熟,同时相应设备的更新也不断的加快,在使用新型设备的时候,***伴随着具体工艺的改变,机械化的不断发展,使人员的解放,可以进行另一道工序,大大缩短施工时间,同时减少人员的投入,这也是未来安装行业所发展的一个趋势。